RockySea Petro Mud PumpDescriptionIn the operation of using rotary drilling method to drill oil and natural gas wells, the drilling reciprocating pump is used to pump drilling fluid, i.e. mud, to circulate and flush the well. During drilling, the mud pump injects mud into the wellbore along with the drill bit, playing a role in cooling the drill bit, cleaning drilling tools, fixing the wellbore wall, driving drilling, and bringing rock cuttings back to the surface.So drilling pumps are usually
VIEW DETAILSRockySea Petro Self-Propelled Carrier and TralierFeaturesRockySea Petro has developed a special workover rig chassis range from 6X6 to 14X14, which is compatible with the entire series of XJ250 to XJ850 workover machines. It can operate in various terrains such as roads, deserts, mountains, and swamps, with strong driving power, good off-road performance, and can work in the range of ambient temperature -45 ℃ to 50 ℃.Besides,the company also developed a desert off-road carrier. The driving type is
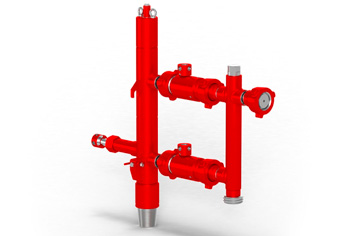
VIEW DETAILSRockySea Petro Cement HeadData sheetAdvantageRockySea Petro has extensive experience in manufacturing Cementing head, and our products have the following advantages.1. The main body is made of thick walled seamless pipes, which are high-pressure resistant and have a long service life.2. Equipped with quick fitting joints, it is easy to connect on site and can be connected to API long round buckles/short round buckles/trapezoidal buckles, with a wide range of applications.3. The dual indicator structur
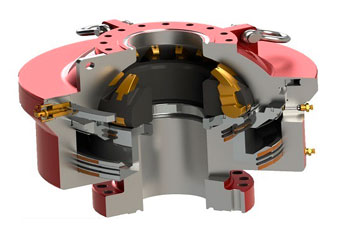
VIEW DETAILSRockySea Petro Quick Lock Annular BOPGreatly reduce the time for replacing the ram and effectively improve work efficiency with safety.Compact structure and reduced weight means more operation room.20 years experience in designing and manufacturing QL annular BOP.The working principle and purpose of RockySea Petro QL annular blowout preventers are not fundamentally different from traditional blowout preventers, but their structure has been effectively improved. No need for large high torque bolts, convenie
VIEW DETAILSRockySea Petro Desulfurization And Denitrification Oilfield Steam BoilerThe utilization rate of lime can be improved and the cost of desulfurization can be saved by adopting the integration of desulfurization and dust removal.The regeneration of absorbent, desulfurization slag and precipitation are carried out outside the tower, which reduces the possibility of scaling in the tower.With NaOH desulfurizer, the circulating solution is basically NaOH aqueous solution, and there is no corrosion and blockag
VIEW DETAILS



| Equipment type: | SJTL12-00 |
| Steam injection boiler models: | 23T, 30T |
| Body size: | 12000 x 2400 x 3100 mm |
| Net weight of equipment: | 14,000 kg |
| Max. weight: | 22,000kg |
| Rated power: | 120 KW |
| Induced draft pressure: | ≤12000Pa |
| Working volume: | 35.2m³ |
| Treatment medium: | 5%NaOH solution |
| Capacity: | 25,000Nm³/h |
| Treatment efficiency: | ≥90% |
| Heat exchange area: | 80m2 |
| Temperature rise of preheating water: | ≥70℃ |
| Temperature of incoming smoke: | ≤230℃ |
| Exhaust smoke temperature: | ≤100℃ |
| Equipment type: | SJTL12-00 |
| Steam injection boiler models: | 9.2t, 11.5t |
| Body size: | 8000 x 2400 x 3100 mm |
| Net weight of equipment: | 9500 kg |
| Max. weight: | 13500 kg |
| Rated power: | 60 KW |
| Induced draft pressure: | ≤4600 Pa |
| Working volume: | 13.5 m³ |
| Treatment medium: | 5%NaOH solution |
| Capacity: | 12000 Nm³/h |
| Treatment efficiency: | ≥90% |
| Heat exchange area: | 30m2 |
| Temperature rise of preheating water: | ≥30 ℃ |
| Temperature of incoming smoke: | ≤230 ℃ |
| Exhaust smoke temperature: | ≤100 ℃ |
RockySea Petro Copyright © 2008-2025 Inc. SITEMAP